
Kezdjük az elején, mi is az a C20XE, hátha valaki még nem hallott róla: nos az említett motorkódú motor a GM "Family II" (avagy "nagyblokkos" négyhengeres) motorcsaládjának talán legismertebb tagja, és arról nevezetes, hogy ez volt az első nagy szériában gyártott DOHC 16 szelepes motor az Opel kínálatában (az Ascona/Manta B i400 2.4 16V motorját nem tekintem nagy szériának). A motor egyébként dr. Fritz Indra alkotása, aki abban az időben ('85-től '89-ig) az Opel motorfejlesztési részlegét vezette, és bár maga a motor különösebb díjakat nem nyert, jól jelzi sikerességét egyrészt az a tény hogy 37%-os hatásfokával jobb volt mint kora dízelmotorjai, másrészt hogy literteljesítménye a kétliteres szívómotorok kategóriájában ma is jónak számít, holott egy 30 éves konstrukcióról beszélünk. A maga idejében takarékosnak és egyenletes nyomatékleadásúnak számított, ezeket az előnyöket pedig jórészt a magas sűrítési aránynak, és a pontosan megtervezett befecskendezésnek köszönhette.
A motort gyárilag a következő típusokba szerelték:
- Kadett GSi 16V
- Astra GSi 16V
- Calibra 16V
- Vectra 2000
Ezt a motort gyárilag többféle hengerfejjel szerelték, a két gyártó a Cosworth és a Kolbenschmidt volt. A tervezője ezt a motort eredetileg versenycélokra szánta, innen a Cosworth bevonása a fejlesztésbe. A Cosworth erőforrásokat nem kímélve új öntési technológiát dolgozott ki a terhelés alatti inherens kohézió elérésére, amit úgy oldottak meg, hogy a folyékony fémet a présszerszámba nem öntik, hanem nagy nyomáson préselik, így elkerülik az apró zárványok keletkezését az öntvényben, ami meggyengíti annak anyagát. Köztudott hogy a benzinmotor működési elvéből adódóan a kenőanyagául szolgáló motorolaj mintegy ötször akkora nyomással áramlik a motorblokkban, mint a hűtésére szolgáló hűtőfolyadék. Mivel a víz és olajcsatornák a hengerfejben meglehetősen közel helyezkednek el egymáshoz, ha ehhez hozzávesszük a hengerfej porózusságra való hajlamosságát, könnyen megérthető hogy miért repednek el a nem megfelelő öntési technológiával gyártott, túlságosan rideg hengerfejek a nagy nyomás és a vele járó hirtelen hőterhelés (főként melegedési fázisban) hatására.
A C20XE gyártásának első éveiben szerelt hengerfej Cosworth gyártású volt (az általuk kifejlesztett öntési eljárás neve a CosCast, ami egyes hengerfejeken szerepel), ami '91-ben költségcsökkentési okokból a Kolbenschmidt gyártmányára (KS700) cseréltek. Az új hengerfej szakítószilárdsága 380N/mm2 lett, ami a korábbi Cosworth-fej 350N/mm2 értékéhez képest azt jelentette hogy a hengerfej túl rideg, hőterhelés hatására elrepedhet, és az olaj megjelenhet a vízben. '93-ban a Kolbenschmidt a sorozatos panaszok hatására javítani próbált a technológián, ám sajnos rossz irányba: nem az öntési technológián változtattak, hanem az öntvény anyagán módosítottak, ami így már nem repedt ugyan hirtelen hőterhelés hatására sem, azonban hajlamos volt csavarodni. Ezek a fejek a sorozatszámuk 400-ra végződésével ismerhetők fel (KS400), és a szakítószilárdságuk 220N/mm2 volt.
A Kolbenschmidt fejnek volt még egy változata a DIS gyújtásos motorokhoz (Motronic M2.8-tól), ez a rotor megszüntetésével és a DIS modul megjelenésével kapcsolatos módosítások miatt született, KS859 névre hallgat, de minden egyéb tekintetben megegyezik a KS400-as fejekkel, tehát ez is túl puha. Végül a gyár a nem szűnő panaszok miatt az emelkedő költségek dacára újra visszahozta a Cosworth-fejeket '93-tól, ezekkel végre megszűntek a hengerfejekkel kapcsolatos problémák. Az alábbi képen látható a lezáró dugó a hengerfej oldalán, amelyről a KS-fej könnyedén felismerhető (a Cosworth-fejről hiányzik ez a dugó):
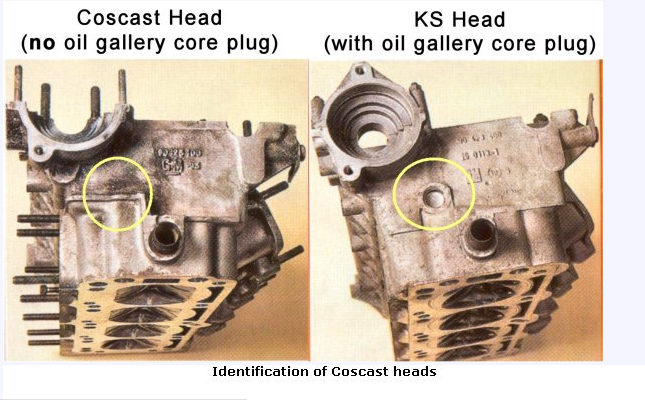
Illetve ezeken a képeken is jól látszik (bal oldalon a KS-fej, jobbra a Cosworth):



Megkülönböztethető még a kétféle gyártású hengerfej a hűtőfolyadék beömlő csöve feletti élről, ami a Cosworth-fejeken van, a Kolbenschmidt fejeken pedig nincs.:






